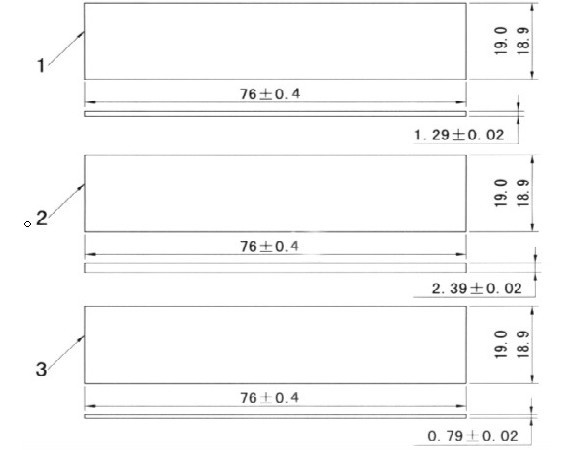
1、Almen试片
用来测量喷丸强度的UNS G 10700碳钢试样片,如下图(单位为mm)。
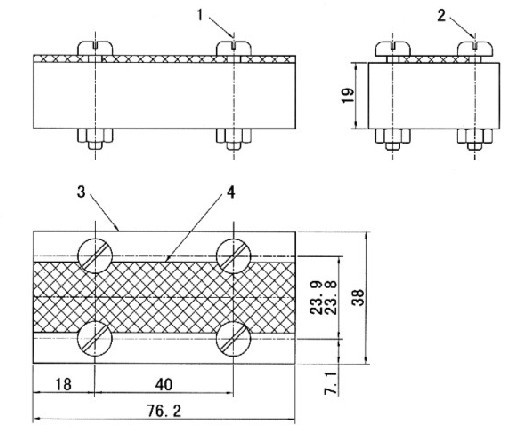
图例
1、四个带六角螺帽的M5平头螺栓
2、四个直径5.6mm的通孔
3、夹具
4、试片(截面)
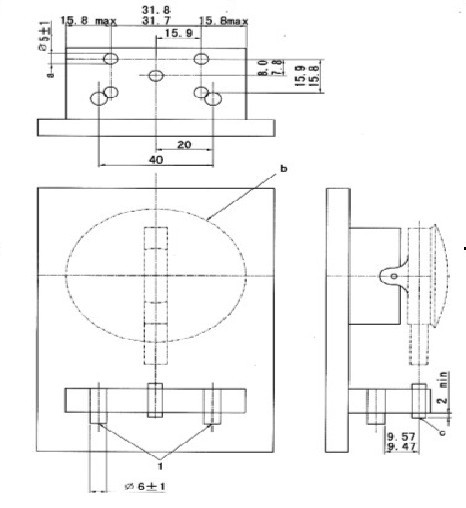
2、Almen试片夹具
该夹具用语将Almen试片固定在一个合适的位置,使其用来测定和校正强度的部分表面处于正确的位置,如图。
3、弧高
平板状的Almen试片在遭到以一定速度运动的喷丸粒子的撞击后,将发生弯曲变形,其弯曲弧度对应于喷丸强度。注:通过用Almen量规测量的、精确到毫米的弧的高度即为弧高。
4、残余压应力
通过喷丸硬化的冷加工或弹性加工,在表面压缩层下产生的超过弹性极限的压力。注:测量压应力的深度应从凹坑的顶点处计算。
5、自动装置
喷丸硬化处理设备中的各部件、夹具、喷嘴和喷射参数一般通过手工或定位夹来调整,并且由质检人员来核对。注:喷丸时间自动调节,空气压力或旋转速度由人工设置。
6、压应力的深度
应力剖面图经过零应力的位置。
7、覆盖率
采用喷丸轰击使原始表面产生微凹状态的范围,通常用百分率来表示。注:喷丸覆盖率达到98%时,对覆盖范围的估计将很困难,所以当只有2%或者更少的原始表面没有被喷射到时,可称喷丸覆盖率为100%。“100%覆盖率”只是一个理论极限值。因此,“完全覆盖”这个术语还是可取的。一般情况下,完全覆盖率需要增加基础时间(也就是达到98%覆盖率的喷射时间)的15%~20%才能实现。对于200%~300%覆盖率,则需要通过增加2~3倍喷射时间来获得。
8、液体指示系统
包含一种能在紫外线下发出荧光,并且能够以与喷射覆盖率成比例的速度移动的液体涂覆材料。
9、喷丸硬化处理强度
Almen试片达到饱和状态时的弧高。注:除非达到饱和状态,把弧度称为强度时不正确的。
10、喷嘴夹具
在喷丸操作过程中,在需要的部位、距离和角度下锁定喷嘴位置的夹具。
11、微型计算机控制设备
一种带有喷嘴夹具和电脑控制工艺过程、监视以及工艺参数评定记录的喷丸设备。
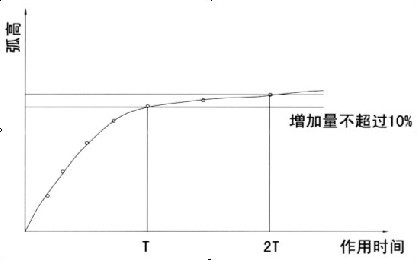
12、饱和度
达到理想的Almen弧高所需的最短持续喷射时间。理想的Almen弧高就是当时间增加一倍而Almen弧高增幅不超过10%。
13、工艺中断参数
对于关键性的喷射操作参数,如喷丸流量、气压、工件的转动速度、振动的频率和循环时间,都必须在工艺需要的范围内给予监视。
14、表面清除
100%的被喷射表面已产生由喷丸引起的微凹现象。
15、饱和曲线
以对Almen试片喷射的时间作为横坐标,以对应的Almen试片的弧高作为纵坐标,描绘所得的曲线,如图。
|